Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры располагаются по оси шва или по его сечению, а также вблизи от границы сплавления. При дуговой сварке поры выходят или не выходят на поверхность шва (рис. 6-24, а, б), располагаются цепочкой по оси шва (рис. 6-24, а) или отдельными группами (рис. 6-24, в). Поры, выходящие на поверхность шва, иногда называют свищами. При электрошлаковой сварке и дуговой сварке с принудительным формированием поры не выходят на поверхность шва (рис. 6-24, г), что обусловлено более ранним затвердеванием примыкающей к формирующим устройствам части металла сварочной ванны. Поры могут быть микроскопическими (несколько микрометров) и крупными (4-6 мм в поперечнике).
Выходящие на поверхность поры выявляются при внешнем осмотре. Поры, не выходящие на поверхность, выявляются теми же методами, что и не выходящие на поверхность трещины. Поры - недопустимый дефект сварных швов для аппаратуры, работающей под давлением и под вакуумом или предназначенной для хранения и транспортировки жидких и газообразных продуктов. Для других конструкций поры не являются столь серьезным дефектом, как трещины. Однако наличие пор при всех условиях нежелательно. Вопрос о допустимости пор решается в зависимости от условий эксплуатации конструкции.
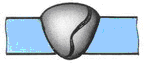
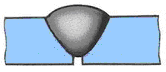
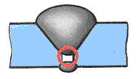
Рис. 6-24. Поры в металле шва:
а - выходящие на поверхность шва;
б - не выходящие на поверхность шва;
в - групповое расположение пор;
г - расположение пор при электрошлаковой сварке
Если образование и выделение газов при сварке происходит в период, когда металлическая ванна находится в жидком состоянии, и протекает интенсивно, то пузырьки газов успевают полностью выделиться. Их выделение не только не приводит к образованию пор, но оказывает рафинирующее действие на сварочную ванну, снижая ее газонасыщенность. Если же образование и выделение газов происходит в период затвердевания ванны и проходит вяло, пузырьки газа не успевают всплыть и остаются в металле в виде пор.
Образование пор в швах на стали от выделения водорода и азота обусловлено резким снижением их растворимости в процессе затвердевания металла сварочной ванны. Находящиеся в жидком состоянии железо и его сплавы могут растворять значительные количества водорода и азота. По мере остывания металла растворимость этих газов снижается. При уменьшении температуры вплоть до температуры плавления растворимость снижается постепенно и образовавшиеся пузырьки свободно всплывают на поверхность жидкой ванны. При затвердевании металла снижение растворимости водорода и азота происходит скачкообразно. Например, при затвердевании низкоуглеродистой стали растворимость азота снижается в 4 раза, а водорода в 1,7 раза.
Более низкая растворимость водорода и азота в твердом металле по сравнению с растворимостью их в жидком металле ведет к обогащению расплава этими газами, что способствует зарождению газовых пузырьков на поверхности раздела жидкого и твердого металлов. При резком увеличении количества выделившегося газа не все пузырьки успевают всплыть на поверхность сварочной ванны, часть их остается в шве.
Поры от окиси углерода возникают при недостаточной раскисленности металла сварочной ванны. Растворенные в жидкой стали углерод и кислород реагируют между собой по реакции [С] + [О] = СО. (6-1)
Образующаяся при этом окись углерода может давать начало зародышам газовой фазы или же выделяться в уже существующие пузырьки других газов. Для возникновения зародышей окиси углерода необходимы определенный избыток содержаний углерода и кислорода над равновесным и благоприятные условия для зарождения газовой фазы.
В реальных условиях сварки пористость швов обычно вызывается совместным действием нескольких газов. Если в процессе затвердевания металла сварочной ванны сила внутреннего давления в газовом зародыше или пузырьке заметно превышает барометрическое давление, металл будет кипеть и в шве появятся поры. Сила внутреннего давления в газовом зародыше или пузырьке состоит из парциальных давлений отдельных газов.
Водород поступает в атмосферу дуги, а из нее в сварочную ванну из ржавчины, влаги и других загрязнений, находящихся на поверхности свариваемых кромок и присадочного металла, из защитного газа или из материалов, входящих в состав покрытия или флюса.
Уменьшить растворение водорода в металле сварочной ванны можно ограничением доступа водорода и водяного пара в зону сварки; снижением парциального давления водорода и водяного пара в атмосфере дуги за счет связывания водорода в HF и разбавления его другими газами; снижением растворимости водорода в жидком металле вследствие окисления или легирования последнего; уменьшением растворения водорода в металлической ванне технологическими способами (применением постоянного тока, изменениями режима сварки, применением соответствующих сварочных материалов и т. п.); удалением водорода из металлической ванны при ее кипении; увеличением времени удаления водорода из металлической ванны.
Основным способом ограничения поступления водорода и водяного пара в зону сварки является очистка свариваемых кромок от ржавчины, влаги, масла, краски и других водородсодержащих веществ. При низкой температуре кромки следует также очищать от инея и влаги и просушивать. Чтобы избежать концентрации влаги на свариваемых кромках, рекомендуется их нагревать до температуры 100° С и выше. Ржавчину, масло или краску можно выжигать кислородно-ацетиленовой горелкой или резаком. Сварочную проволоку следует очищать от следов волочильной смазки и других загрязнений, избегать операции травления проволоки при ее волочении (лучше производить светлый отпуск). Сварочные электроды необходимо надежно упаковывать и хранить в сухом помещении. Защитный газ следует применять с минимальной влажностью. Флюс должен быть хорошо прокален.
Азот поступает в зону сварки, а из нее в сварочную ванну из окружающей атмосферы, а также из расплавляемых основного и дополнительного металлов. Избежать пористости от азота можно путем ограничения растворения азота в жидком электродном металле и металлической ванне до величин, меньших растворимости азота в твердом металле; повышения растворимости азота в твердом металле; связывания азота в металле шва в стойкие нитриды.
Растворение азота в металле ограничивают применением газовой или шлаковой защиты зоны сварки от доступа воздуха. Кроме того, нужно исключить все другие возможности поступления азота в зону сварки. Содержание азота в основном металле и сварочной проволоке не должно превышать допустимого. Нельзя выполнять прихватки, монтажные и подварочные швы электродами со стабилизирующим покрытием или покрытыми электродами с отбитой обмазкой. Содержание азота в защитных газах должно быть минимальным.
Повышение растворимости азота в твердом металле и связывание его в стойкие нитриды требуют дополнительного легирования металла шва элементами, обладающими большим химическим сродством к азоту. К таким элементам принадлежат титан, алюминий, церий, цирконий и др. Вводить в металлическую ванну нитридообразующие элементы целесообразно лишь тогда, когда нет возможности ограничить доступ азота в зону сварки.
К металлургическим способам предупреждения пористости от азота принадлежит также дегазация жидкого металла при его кипении. В частности, этот способ применяют при сварке и наплавке под флюсом металла с повышенным содержанием азота. Для этого иногда используют сварочную проволоку с повышенным содержанием углерода.
Среди кислородных соединений окись углерода и водяной пар отличаются тем, что при температурах существования жидкой стали они находятся в газообразном состоянии. В связи с этим одной из важнейших задач раскисления сварочной ванны является предупреждение образования этих газов во время затвердевания металла. Чтобы избежать пористости от выделения газообразных кислородных соединений, в зону сварки вводят элементы с высоким химическим сродством к кислороду, образующие твердые или жидкие окислы. Соединяясь с кислородом, эти элементы тормозят реакции образования окиси углерода и водяного пара. Эффективность действия элементов-раскислителей характеризуется их раскислительной способностью, т. е. их способностью снижать концентрацию кислорода в стали. О раскислительной способности элементов можно судить по рис. 6-25, на котором показано количество кислорода, находящегося в равновесии с данным количеством элемента. Количество растворенного в жидком металле кислорода будет тем меньше, чем выше химическое сродство к кислороду данного элемента и больше его концентрация в расплаве. Небольшие присадки титана и алюминия могут подавлять реакцию образования окиси углерода в жидкой стали.
Кремний при достаточной его концентрации в расплаве также способен подавить образование окиси углерода. Раскисляющая сила углерода практически не изменяется с изменением температуры, тогда как раскисляющая сила кремния при снижении температуры возрастает. В равновесных условиях при температуре затвердевания стали кремний является лучшим раскислителем, чем углерод. Поэтому кремний способен остановить реакцию образования окиси углерода и успокоить кипение твердеющей стали. Связанный с титаном, алюминием, кремнием и другими сильными раскислителями кислород уже не может взаимодействовать с углеродом.
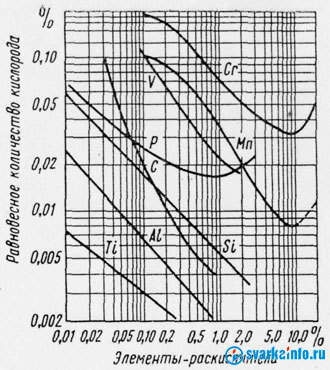
Рис. 6-25. Раскислительная способность элементов при температуре 1600° С (А. М. Самарин)
При сварке плавлением раскисление осуществляется путем введения элементов-раскислителей в сварочную ванну из основного металла, сварочной проволоки, электродного покрытия, керамического флюса и т. п. При наличии достаточного количества сварочного шлака раскисление может осуществляться за счет восстановления кремния и марганца из шлаковой фазы.
На пористость швов существенно влияет скорость кристаллизации сварочной ванны. При большой скорости кристаллизации металла рост кристаллитов обгоняет рост и всплывание пузырька газа, и пузырек запутывается в металле, в результате чего образуется пора. Снижение скорости сварки, увеличение объема сварочной ванны, уменьшение теплоотвода в основной металл и увеличение его начальной температуры снижают скорость кристаллизации металла и уменьшают пористость швов. Некоторое влияние оказывает и форма сварочной ванны. Повышение значения коэффициента формы шва приводит к уменьшению вероятности возникновения пор, так как при этом улучшаются условия для всплывания пузырьков в результате выдавливающего действия растущих дендритов.
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Дефекты сварных соединений образуются в результате неправильно назначенных режимов сварочного процесса и не соблюдения технологии выполнения сварки. Основные дефекты сварных соединений, приведены в табл. 3С
Табл. 3С
|
Наименование |
Определение |
|
|
СВАРКА ПЛАВЛЕНИЕМ |
||
|
ПОДРЕЗ |
Подрез – дефект в виде углубления по линии сплавления сварного шва с основным металлом. Длинная дуга; Чрезмерное смещение электрода в сторону вертикальной стенки (при сварке угловых швов). |
|
|
ПОРА В СВАРНОМ ШВЕ
|
Пора в сварном шве - дефект сварного шва в виде полости округлой формы, заполненной газом. Причины возникновения дефекта: - быстрое затвердевание газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу (быстрое охлаждение сварного соединения); Чрезмерная скорость сварки, нарушающая газовую защиту ванны жидкого металла; Повышенное содержание влаги в покрытии электродов, флюсе, защитных газах; Наличие загрязнений (окалина, ржавчина, масло, краска) на кромках основного металла и поверхности сварочной проволоки |
|
|
СВИЩ В СВАРНОМ ШВЕ
|
Свищ в сварном шве - дефект в виде воронкообразного углубления в сварном шве. Причины возникновения дефекта: Большая амплитуда колебаний электрода; Перегрев основного металла; Повышенное содержание влаги в покрытии электродов, флюсе, защитных газах. |
|
|
НЕСПЛАВЛЕНИЕ
|
Несплавление - отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва. Причины возникновения дефекта: Плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски); Большая длина дуги; Большая скорость сварки. |
|
|
НЕПРОВАР
|
Непровар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. Причины возникновения дефекта: Плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски); Недостаточная мощность источника теплоты (малое значение сварочного тока, низкая температура пламени); Большая скорость сварки; Большая длина дуги; Малый угол скоса кромок; Большая величина притупления; Малая величина зазора между кромками; Смещение и перекосы свариваемых кромок; Неправильный выбор полярности для данной марки электродов. |
|
|
ШЛАКОВОЕ ВКЛЮЧЕНИЕ СВАРНОГО ШВА
|
Шлаковое включение сварного шва - дефект в виде включения шлака в сварном шве Причины возникновения дефекта: Плохая очистка поверхности валиков от шлака при многослойной сварке; Неравномерность плавления электродного покрытия; Малый сварочный ток; Большая скорость сварки. |
|
|
НАПЛЫВ |
Наплыв на сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы образуются чаще всего при сварке горизонтальных швов на вертикальной плоскости и сварке в вертикальном положении. Причины возникновения дефекта: Завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени); Длинная дуга; Неправильный наклон электрода к изделию при сварке «на подъем» и «на спуск» в вертикальном положении; Неправильная подготовка кромок при сварке горизонтальных швов на вертикальной плоскости. |
|
|
ТРЕЩИНЫ
|
Трещина сварного соединения Дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах. Холодные трещины – хрупкое межкристаллическое разрушение в шве и околошовной зоне сварного соединения в области низких температур (как правило после полного остывания сварного соединения). Причины возникновения дефекта: Образование закалочных структур вследствие слишком больших скоростей охлаждения сварного соединения; Повышенное содержание диффузионно-подвижного водорода в сварном шве вследствие некачественной очистки сварочных материалов от загрязнений и плохой защиты сварного соединения от влияния атмосферы; Большие сварочные напряжения Горячие трещины – хрупкое межкристаллическое разрушение металла шва и околошовной зоны, возникающее в твердо-жидком состоянии при завершении кристаллизации, а также в твердом состоянии при высоких температурах в результате межзеренных деформаций. Причины возникновения дефекта: Большое количество вредных примесей (серы и фосфора) в сварном шве и металле свариваемых заготовок; Большие сварочные напряжения |
|
|
ПЕРЕЖОГ И ПЕРЕГРЕВ
|
Пережог - окисление и оплавление границ зерен, что нарушает связь между ними. Является неисправимым видом брака. Перегрев характеризуется резким ростом размеров зерна, обуславливающим снижение пластичности металла. Причины возникновения дефекта: Завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени); Слишком медленное перемещение источника теплоты (низкая скорость сварки); |
|
|
ПРОЖОГ СВАРНОГО ШВА
|
Прожог сварного шва - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны. Причины возникновения дефекта: Завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени); Слишком медленное перемещение источника теплоты (низкая скорость сварки); Большой зазор между свариваемыми кромками; Малая величина притупления кромок; Плохое поджатие к корню шва флюсовой подушки или медной подкладки. |
|
|
СВАРКА ДАВЛЕНИЕМ |
||
|
Контактная точечная и шовная сварка |
||
|
Непровар – отсутствие или малый диаметр литого ядра. |
Причины возникновения дефекта: Падение напряжения в сети; Шунтирование тока через соседние точки или случайные контакты; Большое давление; Малое временя сварки. |
|
|
Выплеск металла - выброс части расплавленного металла из зоны сварки |
Причины возникновения дефекта: Плохая очистка деталей или электродов; Малое давление; Большая сила сварочного тока; Большое время сварки. |
|
|
Прожог |
Причины возникновения дефекта: Значительное загрязнение поверхности; Загрязнение поверхности электродов; Снижение давления. |
|
|
Трещины |
Причины возникновения дефекта: Несвободное деформирование деталей; Малое ковочное давление. |
|
|
Раковины и пористость |
Причины возникновения дефекта: Малое давление; Загрязнение поверхности металла; Выплеск при перегреве ядра. |
|
|
Контактная стыковая сварка |
||
|
Непровар, трещины, раковины |
Причины возникновения дефекта: Недостаточный разогрев при оплавлении; Недостаточная осадка; Неустойчивое оплавление перед осадкой |
|
|
Перегрев, пережог |
Причины возникновения дефекта: Малая скорость оплавления. |
|





Контроль сварных соединений.
Сварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых к данному виду изделий. Наружные дефекты выявляются внешним осмотром Внутренние – ультразвуковым или рентгеновским просвечиванием. Изделие считается качественным, если отклонения не превышают допустимые нормы.
Устранение дефектов сварки
Выявленные в процессе контроля дефекты сварки, которые не соответствуют техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют.
В стальных конструкциях снятие бракованных сварных швов осуществляют плазменно-дуговой резкой или строжкой с последующей обработкой абразивными кругами. Затем дефекты завариваются. Все исправления сварных соединений должны выполняться по той же технологии и теми же материалами, что применялись при наложении основного шва.
Наплывы и другие неровности формы шва исправляют механической обработкой шва по всей длине, не допуская занижения общего сечения.
Исправленные швы подвергают повторному контролю, по методикам, соответствующим требованиям к данному виду сварного соединения.
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА по профессии «СВАРЩИК»
Преподаватель спецдициплин
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Цели занятия
Изучив данный учебный элемент, вы будете знать:
Основные дефекты сварных соединений;
Причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия
- «Типы сварных соединений».
- «Виды сварных швов».
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Учебный элемент содержит используемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов, которые применяются в документации всех видов научно-технической, учебной и справочной литературе .
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние .
Внешние дефекты - это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
Внешние дефекты:
Несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
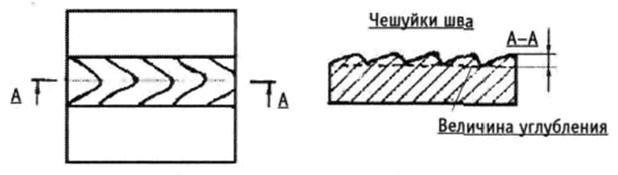
Неравномерная грубая чешуйчатость;
Западания между валиками;
Брызги металла;
Прожоги;
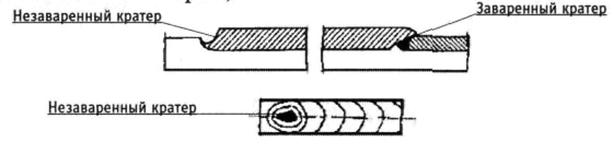
Незаплавленные кратеры;
Подрезы основного металла;
Поры (одиночные, скопление, цепочки);
Шлаковые включения (одиночные, скопление, цепочки);
Трещины;
Непровары корня шва;
Проплавление;
Вогнутость корня шва.
Внутренние дефекты - это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
Непровары между свариваемыми кромками;
Непровары в корне шва;
Внутренние трещины;
Поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
Трещина сварного соединения - дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
К трещинам сварного соединения относятся:
- продольная трещина - трещина, ориентированная вдоль оси сварного шва;
- поперечная трещине - трещина, ориентированная поперек оси сварного шва.
http://pandia.ru/text/78/161/images/image003_21.gif" realsize="231x123" width="231" height="123" align="left hspace=">
- кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
Причины появления трещин:
Нарушение разработанной технологии сварки;
Несоответствие применяемых сварочных материалов;
Склонность свариваемого металла к закалке;
Высокие скорости охлаждения сварного соединения;
Сварка изделия при низкой температуре.
Причина появления кратерной трещины
Исправление: вырезка, вышлифовка до полного удаления дефекта с последующей заваркой.
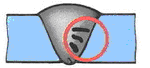
Свищи
http://pandia.ru/text/78/161/images/image005_12.gif" align="left" width="227" height="260">Поры
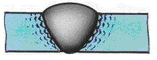
Пора в сварном шве - дефект сварного шва в виде полости округлой формы, заполненной газом.
Цепочка пор в сварном шве - группа пор в сварном шве, расположенных в линию.
Скопление пор в сварном шве – группа близко расположенных пор.
Причины появления пор:
Сварка увлажненными (непросушенными) покрытыми электродами;
Плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
Завышение скорости сварки.
Скопление пор - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка, механическая строжка или фрезеровка, воздушно-дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов - выборка дефектов на токарном станке с последующей заваркой.
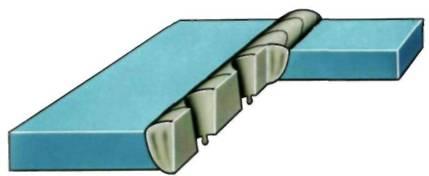
Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины непровара свариваемых между собой кромок:
Заниженный зазор между свариваемыми кромками;
Завышенное притупление кромок;
Малый угол скоса кромок;
Завышение скорости сварки;
Смещение электрода с оси стыка;
Недостаточная сила сварочного тока;
Неравномерная величина притупления кромок по длине стыка;
Новые валики (или слои) выполняются по слою предыдущего металла с неудаленным сварочным шлаком при многослойной сварке;
Недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
Блуждание сварочной дуги (магнитное дутье).
Исправление: при небольших объемах работ - вышлифовка, при больших объемах работ - механическая строжка, фрезеровка на станке или воздушно-дуговой сторожкой, выплавка газовой резкой с последующей заваркой.
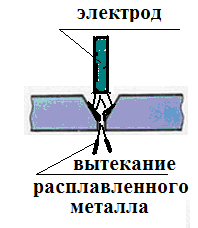
Прожог
Прожог сварного шва - дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины прожога:
Завышенный сварочный ток;
Малое притупление свариваемых кромок;
Неравномерный зазор по длине между свариваемых кромок;
Малая скорость сварки;
Неравномерная величина притупления кромок по длине стыка.
Исправление: зашлифовка с двух сторон с последующей заваркой.
Шлаковые включения
Шлаковые включения сварного шва - дефект в виде вкрапления шлака в сварном шве.

Причины появления шлаковых включений:
Завышение скорости сварки;
Плохая подготовка кромок под сварку;
Плохо отбита шлаковая корка предыдущего (нижнего) слоя,
Большая длина сварочной дуги.
Скопление шлаковых включений - недопустимый дефект.
Исправление: для плоских элементов - вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно-дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов - вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.
Брызги электродного металла
Брызги металла - дефект в виде капель на поверхности сварного соединения.
Причины появления брызг металла:
Завышенный сварочный ток;
Большая длина сварочной дуги;
Магнитное дутье;
Некачественно изготовленный электрод (эксцентричность покрытия).
Исправление: срубить зубилом и молотком, с последующей зашлифовкой мест удаления.
Поверхностное окисление
Поверхностное окисление сварного соединения - дефект в виде окалины или пленки окислов на поверхности сварного соединения.
Причины появления окисной пленки:
Плохая защита металла от воздуха;
Преждевременное удаление слоя шлаковой корки со сварного шва;
Перегрев металла.
Исправление: если нет особых требований к окисной пленке на чертеже, допускается не удалять. В противном случае - зачистка вручную металлической щеткой или с помощью шлифовальной машины.
Подрез
Подрез зоны сплавления - дефект в виде углубления по линии сплавления сварного шва с основным металлом
Подрезы зоны сплавления: как правило - двусторонний при сварке стыкового шва, и односторонний на вертикальной плоскости при сварке углового шва.
Причины появления подреза:
Низкая квалификация сварщика (неправильные поперечные движения концом электрода);
Смещение электрода в сторону вертикальной стенки при сварке углового шва (подрез вертикальной стенки);
Завышение сварочной дуги;
Завышенная скорость сварки;
Эксцентричность покрытия электрода.
Исправление: расшлифовка (сглаживание) подрезов или их подварка.
Дефекты формирования сварного шва
К дефектам формирования сварного шва относятся:
- наплыв в сварном соединении - дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
- углубление между валиками - это продольная впадина между двумя соседними валиками шва;
-грубая чешуйчатость - поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
-кратер - дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
- превышение усиления сварного шва - избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва;
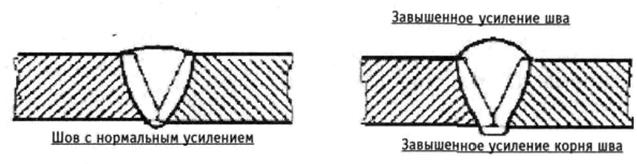
- превышение выпуклости сварного шва - избыток наплавленного металла на лицевой стороне углового шва;
-  местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
местное превышение проплавления сварного шва
– местный избыточный проплав (с внутренней стороны одностороннего шва);
- протёк сварного шва - стекание металла вследствие действия силы тяжести;
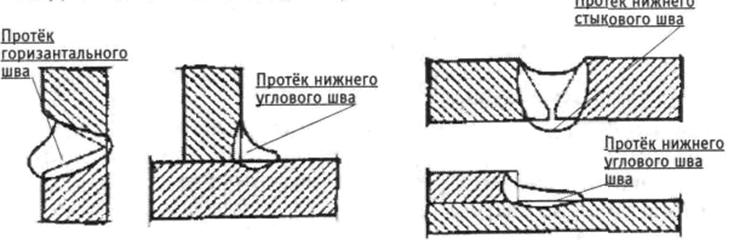
http://pandia.ru/text/78/161/images/image020_5.gif" align="left" width="288" height="136">
- неравномерная ширина шва - чрезмерное колебание ширины шва
-  неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
неравномерная высота шва
- чрезмерная неровность наружной поверхности шва;
- плохое возобновление шва - местная неровность поверхности в месте возобновления сварки.
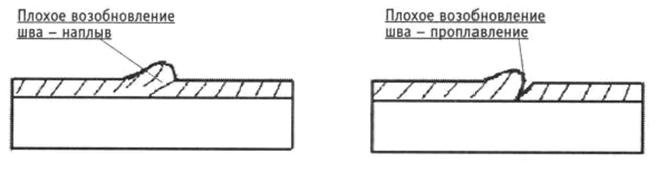
Причины появления дефектов формирования сварного шва : такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
Неправильном выборе режима сварки;
В результате низкой квалификации сварщика;
Из-за низкого качества сборки узла.
Причины появления незаверенного кратера:
Низкая квалификация сварщика;
Резкий обрыв сварочной дуги.
Категория дефекта : наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость - допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Исправление: подшлифовать и подварить.
Исправление: подварить.
 Усадочная раковина
Усадочная раковина
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Исправление: подшлифовка.
Вогнутость корня шва

Вогнутость корня шва - дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Причины появления вогнутости корня шва:
Завышенный зазор между свариваемыми кромками;
Недостаточная величина сварочного тока;
Завышенная скорость сварки.
Исправление: подшлифовка и подварка.
Смещение кромок
Смещение сваренных кромок (d ) - неправильное положение сваренных кромок друг относительно друга.
Причины появления смещения кромок:
Неправильная (некачественная) сборка деталей под сварку;
Некачественная прихватка;
Недостаточное количество прихваток;
-  неравномерное распределение прихваток.
неравномерное распределение прихваток.
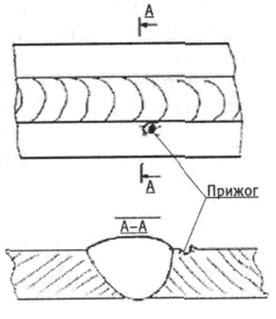
Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог) - дефект в виде повреждения поверхности основного металла, примыкающего к сварному шву; возникает в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
Причина появления прижогов:
Низкая квалификация сварщика.
Исправление: зачистка мест прижога до «здорового» металла
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к ниму зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
2. Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
3. Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
в) Дефект в виде скопления шлака в сварном шве.
4. Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
5. Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
7. Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
8. Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного. соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
9. Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?
а) Большая длина сварочной дуги.
б) Большая ширина сварного шва.
в) Магнитное дутье.
Дефектами сварных швов называются различные отклонения от требований чертежа и технических условий, ухудшающие качество сварного соединения: его механические свойства, сплошность, герметичность и пр. Причинами дефектов могут являться неудовлетворительная свариваемость металла, плохое качество электродов, покрытий и флюсов, неправильные технология и режим сварки, недостаточная квалификация сварщика и др. По месту расположения в шве дефекты могут быть внешними и внутренними.
Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны — дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5—10% толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию. Поэтому самое отрицательное влияние на прочность сварных соединений оказывают, например, такие дефекты, как трещины, расположенные по оси шва, и узкие, глубокие непровары.
Внешние дефекты. Отклонения по ширине и высоте швов. Причинами дефекта являются:
1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными и уширения приходится заполнять наплавленным металлом;
2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине;
3) несоблюдение установленного режима сварки.
Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла.
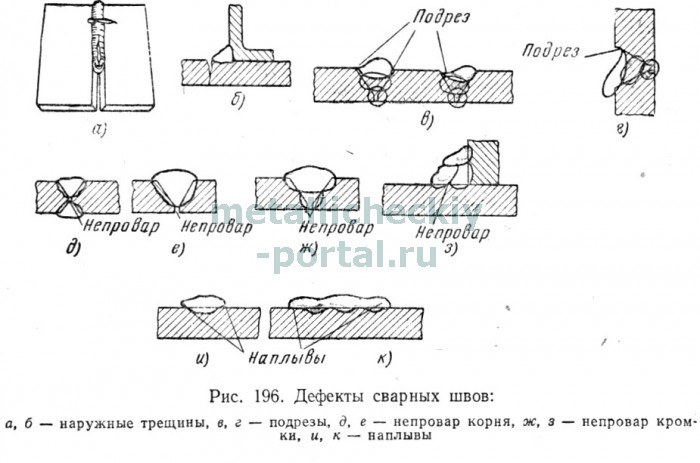
Наружные трещины (рис. 196, а, б), продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.
Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают.
Подрезы — уменьшение толщины основного металла в месте перехода к наплавленному (рис. 196, в, г). Этот дефект возникает при сварке излишне большим током или горелкой большой мощности. В месте подреза прочность сварного соединения понижается, так как подрезы служат местом концентрации напряжений. Подрезы устраняют дополнительной зачисткой и заваркой.
Незаплавленные углубления (кратеры), остатки шлака и неровная поверхность шва являются следствием недостаточной квалификации сварщика или небрежного выполнения сварки. Швы с большим количеством таких дефектов обладают пониженной прочностью, поэтому дефектные участки следует вырубать или вырезать до основного металла и заваривать вновь.
Наплывы (рис. 196, и, к) образуются при слишком быстром плавлении электрода и натекании жидкого металла на недостаточно нагретую поверхность основного металла. Наплывы могут быть расположены в отдельных местах или иметь большую протяженность и сопровождаться непроваром основного металла. Наплывы необходимо срубать или вырезать и проверять, нет ли в этом месте непровара.
Внутренние дефекты. Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или неправильная регулировка пламени горелки. Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов проницаемым для газов и жидкостей. Пористые швы при газовой сварке уплотняют проковкой при соответствующей температуре нагрева.
Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы. Для выявления внутренних пор изделие испытывают под давлением водой, сжатым воздухом, смачиванием керосином или просвечиванием рентгеновскими или гамма-лучами.
Если шов должен быть плотным, то пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение шва. Они образуются при сварке длинной дугой и окислительным пламенем.
Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязкости и прочности наплавленного металла. В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5— 6 шт. на 1 см 2 сечения шва, глубиной не более 10—15% толщины металла.
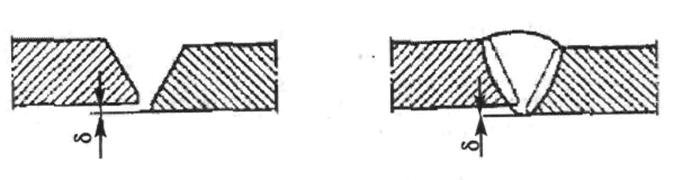
Непровар корня шва (рис. 196, д, е) выражается в несплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным.
Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15% и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25—30% толщины металла, пластичность металла сварного соединения снижается в 2—4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10—15% толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются: недостаточный ток или малая мощность горелки; слишком быстрое перемещение электрода и горелки; попадание в шов пленки окислов или слоя шлака; неудовлетворительная зачистка кромок. Непровар появляется, если прогрев металла в корне шва затруднен, вследствие того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.
Непровар кромки (рис. 196, ж, з) образуется: при сварке током недостаточной величины или пламенем малой мощности; при слишком быстром перемещении электрода или пламени вдоль свариваемого металла. В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки можно просвечиванием шва рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и наружные. Продольные внутренние трещины часто образуются также в корне шва. Обнаружить внутренние трещины можно просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Этот дефект можно исправить соответствующей термической обработкой.
Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением.
Пережженный металл хрупок и не поддается исправлению. Пережог возникает при избытке кислорода в пламени.
Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.
Администрация Общая оценка статьи: Опубликовано: 2012.05.17
При производстве сварных деталей и конструкций образуются дефекты различного вида, которые условно можно классифицировать на:
- – дефекты подготовки и сборки;
- – дефекты формы шва;
- – наружные и внутренние дефекты.
Дефекты подготовки и сборки. Характерными видами дефектов при сварке плавлением являются:
- неправильный угол скоса кромок шва с V-, X- и U-образной разделкой;
- слишком большое или малое притупление по длине стыкуемых кромок;
- непостоянство зазора между кромками по длине стыкуемых элементов;
- несовпадение стыкуемых плоскостей;
- слишком большой зазор между кромками свариваемых деталей;
- расслоения и загрязнения кромок.
Указанные дефекты могут возникнуть из-за:
- неисправности станочного оборудования, на котором обрабатывали заготовки;
- недоброкачественности исходных материалов;
- ошибок в чертежах;
- низкой квалификации слесарей и сборщиков.
Дефекты формы шва. Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами. Конструктивными элементами стыковых швов (рис. 1) являются их ширина e , высота выпуклости q и подварки q 1 , угловых швов тавровых и нахлесточных соединений без скоса кромок (рис. 2)– катет К и толщина а . Размеры швов зависят от толщины s свариваемого металла и условий эксплуатации конструкций.
Рис. 1. Основные конструктивные элементы сварных швов: а - без подготовки кромок малых толщин (b - ширина зазора); б - с V-образной разделкой
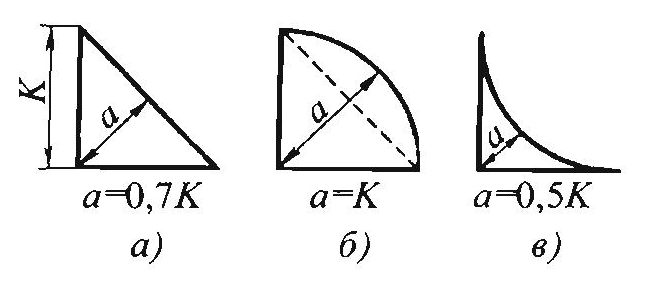
Рис. 2. Основные конструктивные элементы валиков: а – нормального; б – выпуклого; в – вогнутог о
При выполнении сварных соединений любыми методами сварки плавлением швы могут иметь неравномерную ширину и высоту, бугры, седловины, неравномерную высоту катетов в угловых швах рис. 3 .
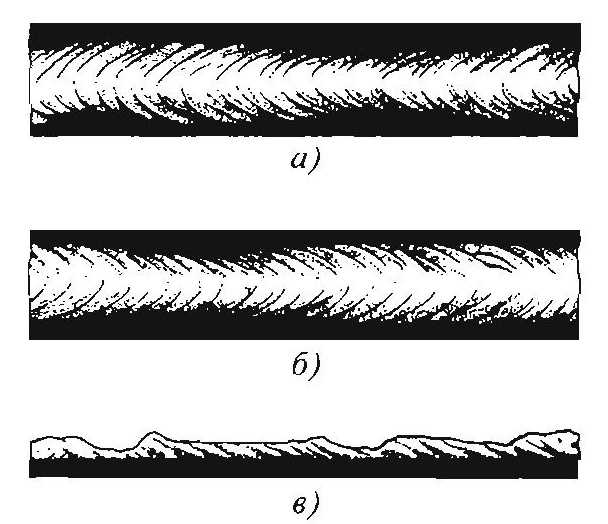
Рис. 3. Дефекты формы швов: а – неравномерная ширина шва при ручной сварке; б – то же, при автоматической сварке; в – неравномерная выпуклость – бугры и седловины
Неравномерная ширина швов образуется при неправильном движении электрода, зависящем от зрительно-двигательной координации (ЗДК) сварщика, а также в результате возникших отклонений от заданного зазора кромок при сборке. При автоматической сварке причиной образования этого дефекта является нарушение скорости подачи проволоки, скорости сварки и т. д.
Неравномерность выпуклости по длине шва, местные бугры и седловины получаются при ручной сварке из-за недостаточной квалификации сварщика и в первую очередь объясняются особенностью ЗДК сварщика; неправильными приемами заварки прихваток; неудовлетворительным качеством электродов.
При автоматической сварке эти дефекты встречаются редко и являются следствием неполадок в механизме автомата, регулирующем скорость сварки.
Перечисленные дефекты формы шва снижают прочность соединения и косвенно сказывают на возможность образования внутренних дефектов.
Наружные дефекты. К ним относят
- наплывы,
- подрезы,
- незаделанные кратеры,
- прожоги.
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполненный валик без сплавления с ним (рис. 4). Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Наплывы возникают из-за:
- чрезмерной силы тока при длинной дуге и большой скорости сварки;
- неудобного пространственного положения (вертикальное, потолочное);
- увеличенного наклона плоскости, на которую накладывают сварной шов;
- неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом;
- выполнения вертикальных швов вверх и недостаточного опыта сварщика.
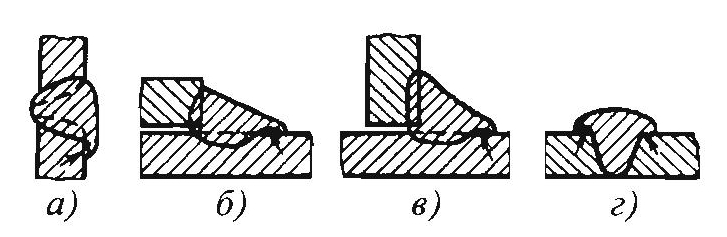
Рис. 4. Наплывы в швах: а – горизонтальном; б – нахлесточного соединения; в – таврового соединения; г – стыкового соединения или при наплавке валиков
Подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва (рис. 5). Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами образования этого дефекта являются:
- значительно силы ток и повышенное напряжение дуги;
- не удобное пространственное положение при сварке;
- небрежность сварщика.
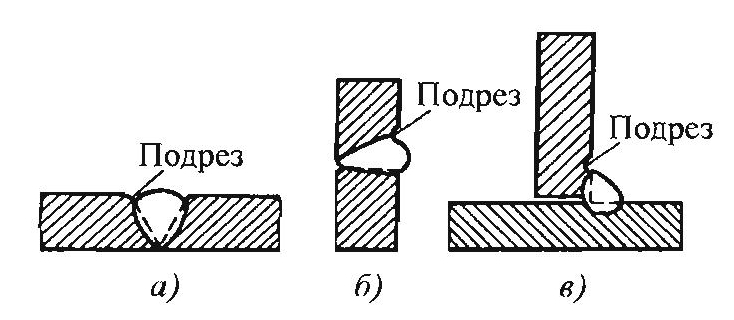
Рис. 5. Подрезы: а – в стыковом шве; б – в горизонтальном шве, расположенном на вертикальной плоскости; в – в угловом шве таврового соединения
Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процесс эксплуатации. Подрезы в стыковых и угловых швах, расположенные поперек действующи на них сил, приводят к резкому снижению вибрационной прочности; даже достаточно крупные подрезы, проходящие вдоль действующе силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.
Кратер – углубление, образующееся конце шва при внезапном прекращении сварки Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратер зависят от величины сварочного тока. При ручной сварке его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаделанные кратеры снижают прочность сварного соединения так как концентрируют напряжения. При вибрационной нагрузке снижение прочности соединения из малоуглеродистой стали достигает 25 %, а из низколегированных – 50 % при наличии в шве кратера.
– дефекты в виде сквозного отверстия в сварном шве, образующиеся при вытекании сварочной ванны; сварке металл небольшой толщины и корня шва в многослойных швах, а также при сварке снизу вверх вертикальных швов (рис. 6). Причинами прожогов являются: чрезмерно высокая погонная энергия дуги, неравномерная скорость сварки, остановка источника питания, увеличенный зазор между кромками свариваемых элементов. Во всех случаях отверстие, возникающее при прожогах, хотя и заделывается, однако шов в том месте получается неудовлетворительный по внешнему виду и качеству.
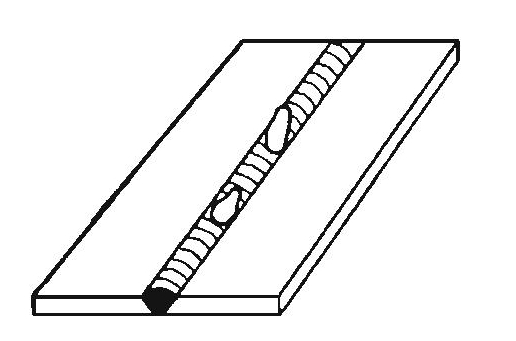
Рис. 6. Прожоги
Поджоги возникают в результате возбуждения дуги («чирканья электродом») на краю кромки. Этот дефект служит источником концентрации напряжений, его обязательно удаляют механическим способом.
Внутренние дефекты. К ним относят поры, шлаковые включения, непровары, несплавения и трещины.
Поры (рис. 7) в виде полости округлой формы, заполненной газом, образуются вследствие: загрязненности кромок свариваемого металла, использования влажного флюса или отсыревших электродов, недостаточной зашиты шва при сварке в углекислом газе, увеличенной скорости и завышенной длины дуги. При сварке в углекислом газе, а в некоторых случаях и под флюсом на больших токах, образуются сквозные поры – так называемые с вищи .
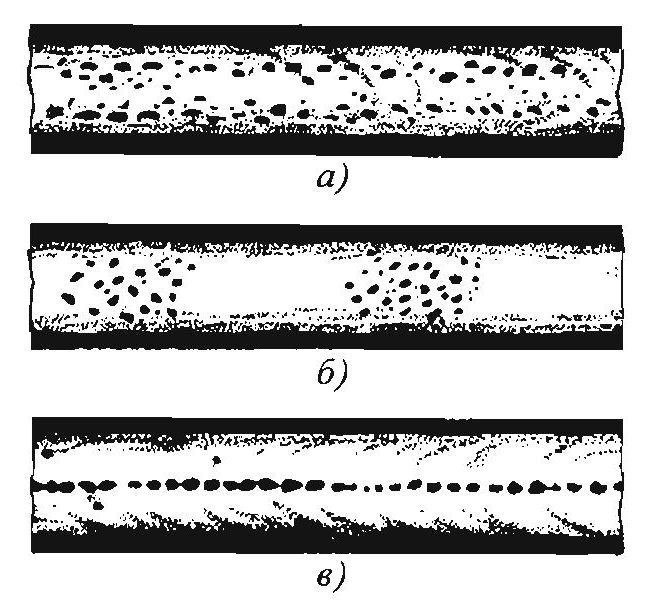
Рис. 7. Характер пористости в наплавленном металле шва: а – равномерная пористость; б – скопления пор; в – цепочки пор
Размеры внутренних пор колеблются от 0,1 до 2...3 мм в диаметре, а иногда и более. Поры, выходящие на поверхность шва, могут быть и больше. Свищи при сварке под флюсом и в углекислом газе на больших токах могу иметь диаметр до 6...8 мм. Длина так называемых «червеобразных» пор – до нескольких сантиметров.
Равномерная пористость (рис. , а) обычно возникает при постоянно действующих факторах: загрязненности основного металла по свариваемым поверхностям (ржавчина, масло и т.п.), непостоянной толщине покрытия электродов и т.д. Скопление пор (рис. 7, б) наблюдается при местных загрязнениях или отклонениях от установленного режима сварки, также при нарушении сплошности покрытия электрода, сварке в начале шва, обрыве дуги или случайных изменениях ее длины.
Цепочки пор (рис. 7, в) образуются в условиях, когда газообразные продукты проникают в металл по оси шва на всем его протяжении (при сварке по ржавчине, подсос воздуха через зазор между кромками, подварке корня шва некачественными электродами). Одиночные поры возникают за счет действия случайных факторов (колебания напряжения сети и т.д.). Наиболее вероятно возникновения пор при сварке алюминиевых и титановых сплавов, в меньшей степени – при сварке сталей.
Шлаковые вк л ючения в металле сварного шва – это небольшие объемы, заполненные неметаллическими веществами (шлаками, оксидами). Вероятность образования шлаковы включений в значительной мере определяется маркой сварочного электрода. При сварке электродами с тонким покрытием вероятность образования шлаковых включений очень велика. При сварке высококачественными электродами, дающими много шлака, расплавленный металл дольше находится в жидком состоянии и неметаллические включения успеваю всплыть на его поверхность, в результате чего шов засоряется шлаковыми включениями не значительно.
Шлаковые включения можно разделит на макро- и микроскопические. Макроскопические включения имеют сферическую и продолговатую формы в виде вытянутых «хвостов» Эти включения образуются в шве из-за плохой очистки свариваемых кромок от окалины и других загрязнений и чаще всего вследствие внутренних подрезов и плохой зачистки от шлак поверхности первых слоев многослойных швов перед заваркой последующих (рис. 8).
Микроскопические шлаковые включения появляются в результате образования в процессе плавления некоторых химических соединений, остающихся в шве при кристаллизации.
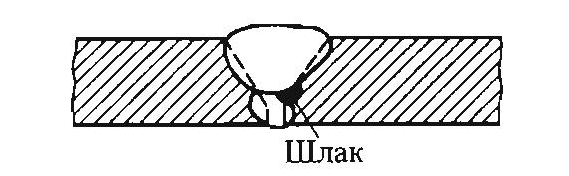
Рис. 8. Шлаковые включения по подрезу кромки в многослойном шве
Оксидные пленки могут возникать при всех видах сварки. Причины их образования такие же, как и шлаковых включений: загрязненность поверхностей свариваемых элементов; плохая зачистка от шлака поверхности слоев шва при многослойной сварке; низкое качество электродного покрытия или флюса; недостаточно хорошая квалификация сварщика и т.п.
Н епровары – это дефект в виде местного несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Непровары (рис. 9, а) в виде несплавления основного металла с наплавленным представляют собой тонкую прослойку оксидов, а в некоторых случаях – грубую шлаковую прослойку между основным и наплавленным металлом. Причинами образования таких непроваров являются:
- – плохая зачистка кромок свариваемых деталей от окалины, ржавчины, краски, шлака, масла и других загрязнений;
- – блуждание или отклонение дуги под влиянием магнитных полей, особенно при варке на постоянном токе;
- – электроды из легкоплавкого материала (при выполнении шва такими электродами жидкий металл натекает на неоплавленные свариваемые кромки);
- – чрезмерная скорость сварки, при которой свариваемые кромки не успевают расплавиться;
- – значительное смещение электрода в сторону одной из свариваемых кромок, при том расплавленный металл натекает на вторую нерасплавленную кромку, прикрывая непровар;
- – неудовлетворительное качество основного металла, сварочной проволоки, электродов, флюсов и т.д.;
- – плохая работа сварочного оборудования – колебания силы сварочного тока и напряжения дуги в процессе сварки;
- – низкая квалификация сварщика.
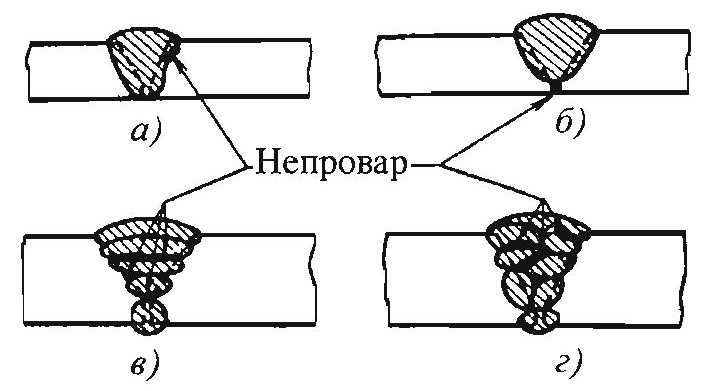
Рис. 9. Непровары: а – по кромке с основным металлом; б – в корне шва; в – между отдельными слоями; г – между валиками
Причинами образования непроваров в корне шва (рис. 9, б) кроме указанны выше могут быть: недостаточный угол скоса кромок; большая величина их притупления; маленький зазор между кромками свариваемых деталей; большое сечение электрода или присадочной проволоки, укладываемой в разделку шва, что значительно затрудняет расплавление основного металла. Непровары между отдельными слоями (рис. 9, в, г) возникают по следующим причинам: из-за не полностью удаленного шлака, образовавшегося при наложении предыдущего валика, что возможно из-за трудности его удаления или небрежности сварщика; недостаточной тепловой мощности (малый ток, излишне длинная или коротка дуга).
Трещины – частичное местное разрушение сварного соединения в виде разрыв (рис. 10). Образованию трещин способствуют следующие факторы:
- – сварка легированных сталей в жестко закрепленных конструкциях;
- – высокая скорость охлаждения при сварке углеродистых сталей, склонных к закалке на воздухе;
- – применение высокоуглеродистой электродной проволоки при автоматической сварки конструкционной легированной стали;
- – использование повышенных плотностей сварочного тока при наложении первого слоя многослойного шва толстостенных сосудов и изделий;
- – недостаточный зазор между кромками деталей при электрошлаковой сварке;
- – слишком глубокие и узкие швы при автоматической сварке под флюсом;
- – выполнение сварочных работ при низкой температуре;
- – чрезмерное нагромождение швов для усиления конструкции (применение накладок и т.п.), в результате чего возрастают сварочные напряжения, способствующие образованию трещин в сварном соединении;
- – наличие в сварных соединениях других дефектов, являющихся концентраторами напряжений, под действием которых в области дефектов начинают развиваться трещины.
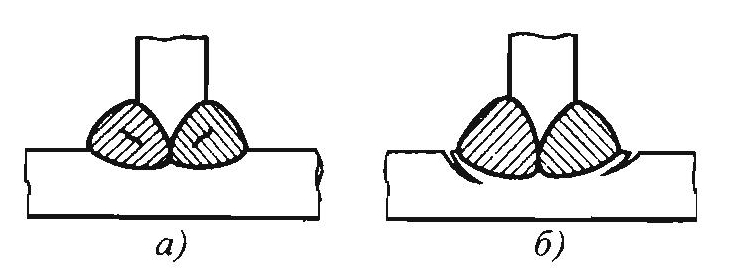
Рис. 10. Трещины в сварных швах и соединениях: а – в наплавленном металле; б – в зонах оплавления и термического влияния
Существенным фактором, влияющим на образование горячих трещин (ГТ), является засоренность основного и присадочного металлов вредными примесями серы и фосфора. Х олодные трещины (ХТ) образуются при наличии составляющих мартенситного и бейнитного типов, концентрации диффузного водорода в зоне зарождения трещин и растягивающих напряжений 1 рода. Трещины относятся к наиболее опасным дефектам и по всем действующим нормативно-техническим документам (НТД) недопустимы.
Для электронно-лучевой (ЭЛС) и лазерной сварки (ЛС) наиболее характерны: не с плавления за счет смещения луча вследствие намагничивания (ЭЛС) или непостоянства зазора по длине (ЛС); газовые полости, возникающие из-за неполного закрытия газодинамического канала; дефекты формирования шва из-за выброса металла; пористость.
Металлические включения. В практик наиболее распространены вольфрамовы включения при сварке алюминиевых сплавов. Они обычно возникают при аргонодуговой сварке вольфрамовым электродом При этом могут наблюдаться мгновенная нестабильность дуги и появление одновременно вольфрамовыми включениями оксидных включений. Вольфрамовые включения могут располагаться внутри шва и на поверхности соединений в виде брызг. При попадании вольфрама жидкую ванну он обычно погружается на дно ванны. Вольфрам в алюминии нерастворим обладает большой плотностью. На рентгеновском снимке он дает характерные ясные изображения произвольной формы. Вольфрамовые включения, как правило образуются в местах обрыва дуги, при этом вольфрам скапливается в вершине кратеров, где часто образуются трещины.
Вольфрамовые включения подразделяю на две основные группы: изолированные и групповые. Размер диаметра изолированны включений 0,4...3.2 мм. Групповые включения описываются (по рентгенограмме) размером группы, количеством и размером отдельных (изолированных) включений в группе, при этом размер группы характеризуется размером минимальной окружности, в которую вписывается группа включений. Если изображение нескольких включений сливается, то их принимают за одно включение.
Золотарник – лечебные свойства и противопоказания Золотарник обыкновенный - противопоказания
Правильная посадка и уход за горизонтальным кизильником Кизильник описание
Бирючина обыкновенная – идеальный вечнозеленый кустарник для создания ландшафтных композиций Обрезка бирючины осенью и летом
Векторизация и оцифровка чертежей и проектов Сколько стоит векторизация чертежей
Согласующие устройства КВ антенн (тюнеры)