Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним — обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов — чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом, при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.

Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.

Дополнительные(вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 — 100 мм имеет обозначение сварного шва на чертеже — Т8.
|
Форма подготовленных кромок |
Форма поперечного сечения | Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
|
Подготовленных кромок |
Выполненного шва |
|||
|
С криволинейным скосом одной кромки |
 |
 |
15 — 100 | Т2 |
|
С двумя симметричными скосами одной кромки |
 |
 |
||
 |
 |
12 — 100 | ||
В этих же документах указаны обязательные к исполнению размеры, например катета шва. Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах

Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
В наши дни, большая часть конструкторских работ выполняется с использованием программных комплексов. Эти программные продукты (AutoCad, SolidWorks, Kompas и пр.). Каждый из них обладает своими преимуществами и недостатками, но речь не об этом.
Их использование позволяет сократить сроки разработки деталей, сборочных единиц и готовых изделий в целом, например, первые автомобили ГАЗель, проектировались с применением САПР, и вместо расчетных 5 — 8 лет, которые ранее затрачивались на проектирование и подготовку производства, использование систем проектирования позволило его сократить до 2 — 3 лет.
Кроме того, некоторые из систем автоматизированного проектирования позволяют смоделировать поведение детали под воздействием определенных нагрузок. Это позволяет конструктору выбирать оптимальные инженерные решения и сразу вносить их в чертежи.
Практически все программы, применяемые при проектировании деталей, оснащаются библиотеками, в которых собраны различные данные. Например, в системе Компас (САПР отечественного производства) можно в течение считанных секунд выбрать тип сварочного соединения, его обозначение и показать его в рабочей документации.
Надо отметить, то что все САПР, используемые в отечественной промышленности, позволяют разрабатывать документацию в соответствии с требованиями ЕСКД.
Здравствуйте друзья! Мы продолжаем тему о создании сборок в Компасе, и сегодня создадим сборочный чертеж сварного соединения изделия Опора.
Исходное задание возьмем из учебника Боголюбова, 1985 год, стр. 285.

Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Детали можно создать самостоятельно или скачать по ссылке в конце статьи.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .

Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.

Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.

Теперь в папке с документами на сборку появился новый документ - спецификация, содержащая сведения о компонентах сборки.

Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.

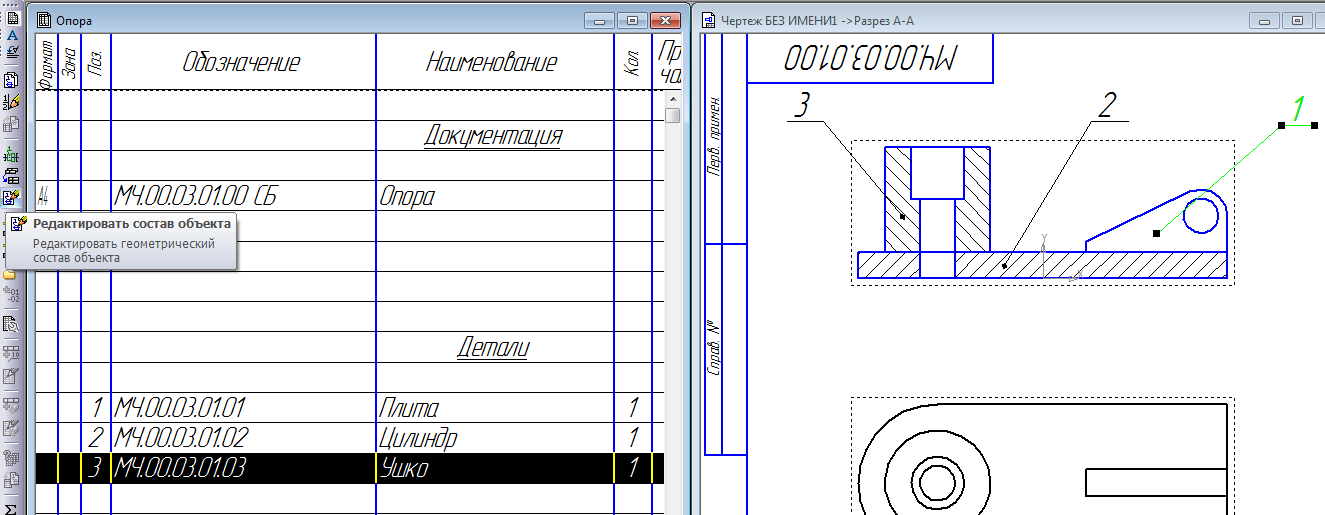
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Создаем разрез.
![]()
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку

Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.


Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.

Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж .

Синхронизируем позиции
Для того, чтобы позиции на чертеже и спецификации были одинаковыми синхронизируем их.
Оставляем открытыми только файлы чертежа сварного соединения и спецификации на него. В меню Окно выбираем расположение окон Мозаика вертикально. На сборочном чертеже выделяем позицию Ушка и в спецификации выделяем соответствующую строку. Далее нажимаем на кнопку Редактировать состав объекта→выбираем сборочный чертеж→Добавить .
Повторяем процедуру для всех позиций, при этом позиции на чертеже перенумеровываются автоматически.

В спецификацию необходимо добавить раздел Документация, а в него сборочный чертеж. Нажимаем кнопку Добавить раздел, выбираем раздел Документация- Создать. На панели свойств выбираем вкладку Документы и загружаем сборочный чертеж. Соглашаемся взять данные из основной надписи.
Звено механизма, состоящее из деталей, соединенных сваркой, является сборочной единицей, и ее чертеж выполняется по принятым для таких единиц правилам. Элементы такого звена на разрезах и сечениях штрихуют в разных направлениях, показывают швы, их параметры и т. д.
Если же сварное звено изображают в сборе с другими деталями, то все его элементы (в разрезе) штрихуют в одном направлении (показывая тем самым, что оно сварное). Сварные швы, их параметры на таких (сборочных) чертежах не указывают.
Швы на чертежах сварных соединений деталей изображают и обозначают по ГОСТ 2. 312-72. Видимые швы изображают сплошной основной линией, невидимые – штриховыми (пунктирными) линиями (независимо от способа сварки). При точечной сварке видимую одиночную сварную точку изображают знаком + (высота и ширина знака 5–10 мм), невидимые одиночные точки на чертеже не показывают.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (см. рис. 6.8, а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (см. рис. 6.8, б). Линия-выноска заканчивается односторонней стрелкой.
Условное обозначение сварного шва в общем виде должно содержать в порядке, показанном прямоугольниками 1–9
(см. рис. 6.8) следующее:
1 – вспомогательный знак шва: по замкнутой линии или монтажного (см. табл. 6.17);
2 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
а) ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные –основные типы и конструктивные элементы швов;
б) ГОСТ 8713-79. Сварка под флюсом. Соединения сварные;
в) ГОСТ 11533-75. Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами – основные типы, конструктивные элементы и размеры швов при расположении свариваемых элементов под острыми и тупыми углами;
г) ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами;
д) ГОСТ 15878-79. Контактная сварка. Соединения сварные;
е) ГОСТ 23792-79. Соединения контактные электрические сварные;
ж) ГОСТ 23518-79. Дуговая сварка в защитных газах.
Соединения сварные под острыми и тупыми углами;
3 – буквенно-цифровое обозначение шва по стандарту
(ГОСТ 5264-80) на типы и конструктивные элементы швов сварных соединений (буква обозначает вид соединения, а цифра – форму подготовки кромок деталей в зоне шва: с отбортовкой, без отбортовки, со скосом и т. д.), например: С8 – шов стыкового, У4 – углового, Т3 –таврового; Н2 – нахлесточного соединений.
В табл. 6.18 приведена выборка буквенно-цифровых обозначений швов;
4 – знак и размер катета шва (только для угловых швов); знак выполняют сплошными тонкими линиями; высота знака должна быть одинакова с высотой цифр, входящих в обозначение шва;
5 – вспомогательные знаки: для прерывистого шва – длина провариваемого участка, знак / или Z и шаг; для шва контактной роликовой электросварки – расчетная ширина шва; для прерывистого шва контактной роликовой электросварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак / и шаг;
6 – вспомогательные знаки: усиление шва снять или наплывы и неровности шва обработать с плавным переходом к основному металлу (см. табл. 6.17);
7 – число одинаковых швов; обозначение одинаковых швов наносят только у одного из изображений: от изображений остальных швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
–на линии-выноске, имеющей полку с нанесенным обозначением шва;
– на полке линии-выноски, проведенной от изображения видимого шва, не имеющего обозначения;
– под полкой линии-выноски, проведенной от изображения невидимого шва, не имеющего обозначения.
Если все швы на сварной детали одинаковые и изображены на чертеже с одной стороны, то допускается не присваивать им порядкового номера, а привести обозначение шва в технических требованиях. Швы отмечают в этом случае линиями-выносками без полок. Пример условного обозначения шва таврового соединения без скоса кромок, двухстороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой: катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм: «ГОСТ 5264-80 Т3- 6-50 Z 100».
9 – обозначение шероховатости механически обработанной поверхности шва(ов) (знак ).
Обозначение шероховатости швов допускается приводить в технических требованиях чертежа, например, «Шероховатость сварных швов ».
Нестандартный шов (размеры конструктивных элементов шва стандартами не установлены) изображают с указанием конструктивных размеров, необходимых для выполнения шва по данному чертежу.
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок (соединяемых деталей) в границах шва – сплошными тонкими линиями.
Требования к прерывистости сварного соединения могут быть записаны в его обозначение на чертеже. позволяет записывать в обозначение вспомогательные знаки: "Шов прерывистый или точечный с цепным расположением" (далее "Шов с цепным расположением") или "Шов прерывистый или точечный с шахматным расположением" (далее "Шов с шахматным расположением") (рисунок 1).
| Рисунок 1 |
- обозначения стандартного шва сварного соединения (рисунок 2);
- обозначения нестандартного шва сварного соединения (рисунок 3).
Прерывистый шов
Для прерывистого шва Вспомогательные знаки "Шов с цепным расположением" и "Шов с шахматным расположением" позволяют определять длину провариваемого участка и размер шага.
На рисунке 4 схематично изображен односторонний сварной шов с цепным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т1-50/100", где длина = 50, шаг = 100.
На рисунке 5 схематично изображен двусторонний сварной шов с цепным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т3-40/120", где длина = 40, шаг = 120.
На рисунке 6 схематично изображен двусторонний сварной шов с шахматным расположением и указанием длины и шага сварного шва.
Пример обозначения стандартного сварного шва: "ГОСТ 5264-80-Т3-50Z100", где длина = 50, шаг = 100.
Шахматное расположение может быть только у двустороннего шва.
Для любого прерывистого шва длина всегда меньше чем шаг.
Контактная сварка
Для конструктивных элементов приняты следующие обозначения (рисунки 7, 8):
t - расстояние между центрами соседних точек в ряду (шаг),
c - расстояние между осями соседних рядов точек при цепном расположении,
c1 - расстояние между осями соседних рядов точек при шахматном расположении,
u - расстояние от цента точки или оси шва до края нахлестки.
Для контактной точечной сварки в обозначение шва сварного соединения попадают: диаметр литого ядра сварной точки и шаг между центрами соседних точек в ряду. Остальные параметры сварного соединения выбираются в соответствии с ГОСТ 15878-79 Контактная сварка. Соединения сварные.
На рисунке 7 схематично изображен шов контактной точечной сварки с цепным расположением точек.
Пример обозначения стандартного сварного шва: "ГОСТ 15878-79-Кт-5/20", где диаметр сварной точки = 5, шаг = 20.
ГОСТ 2.312-72
Группа Т52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
МКС 01.080.30
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена 01.01.73
ВЗАМЕН ГОСТ 2.312-68
ИЗДАНИЕ (август 2007 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91).
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1а ,в );
невидимый - штриховой линией (черт.1г ).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1б ), который выполняют сплошными линиями (черт.2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).

1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.

Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением
Угол наклона линии 60°
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии.
Диаметр знака - 3…5 мм
Шов по незамкнутой линии.
Знак применяют, если расположение шва ясно из чертежа
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).

Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).

В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а );
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б ).
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов...".

Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а );
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с

лицевой стороны (черт.10б );
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в ).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а ).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 1 Справочное
Характеристика шва | Условное обозначение шва, изображенного на чертеже |
|||
поперечного | ||||
сечения шва | ||||
Золотарник – лечебные свойства и противопоказания Золотарник обыкновенный - противопоказания
Правильная посадка и уход за горизонтальным кизильником Кизильник описание
Бирючина обыкновенная – идеальный вечнозеленый кустарник для создания ландшафтных композиций Обрезка бирючины осенью и летом
Векторизация и оцифровка чертежей и проектов Сколько стоит векторизация чертежей
Согласующие устройства КВ антенн (тюнеры)