- Аргонодуговая сварка: нюансы
- Технология точечной сварки
- Точечная сварка и электроды
- Импульсная сварка: характеристики
- Сложности, с которыми сталкиваются сварщики
Великолепные свойства алюминия, его отличная теплопроводность, небольшой вес сделали такой материал востребованным во всех областях производственного процесса. Однако этот материал очень сложно сваривать. Поэтому была специально разработана технология сварки алюминия, чтобы он стал доступен любой отрасли промышленности.
Водород используется для сварки никеля и некоторых нержавеющих сталей, особенно толстых деталей. Он увеличивает вязкость расплавленного металла и улучшает чистоту поверхности. Однако это может привести к хрупкости водорода многих сплавов, особенно углеродистой стали, поэтому его применение обычно ограничивается несколькими нержавеющими сталями. Водород добавляют к аргону в количествах, обычно ниже 10%.
Его можно добавлять в смеси аргона и двуокиси углерода для противодействия окислительным реакциям двуокиси углерода. Кроме того, его вольтовая дуга сужается и ее температура увеличивается, что приводит к лучшему проникновению сварного шва. При более высоких концентрациях его можно использовать для сварки проводящих материалов, таких как медь. Однако водород не должен использоваться для сварки стали, алюминия или магния, поскольку это может привести к пористости и разрыву водорода.
Факторы, усложняющие сварочный процесс алюминиевых деталей
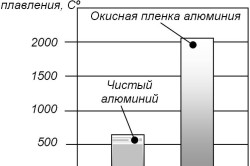
Алюминий и его сплавы входят в группу трудносвариваемых металлов. Несколько характерных свойств этого металла вызывают такую особенность: поверхность покрыта окисной пленкой, которая имеет свойство плавиться, когда температура достигает 2044°. Непосредственно алюминий обладает температурой плавления 660°.
Добавление оксида азота служит для уменьшения образования озона. Закись азота может стабилизировать дугу при сварке алюминия и высоколегированной нержавеющей стали. Другие газы также могут использоваться для специальных целей - чистые или в качестве добавок в смесях - например, гексафторид серы или дихлордифторметан. Гексафторид серы может быть добавлен в защитный алюминиевый сварочный газ для связывания с водородом в области сварного шва и уменьшения пористости сварного шва.
Аргондихлордифторметан можно использовать в качестве защитной атмосферы для плавления алюминиево-литиевых сплавов. Это уменьшает содержание водорода в алюминиевом шве, предотвращая пористость, связанную с ним. Он ограничен сваркой в частых коротких замыканиях и сварке шариком. Он подходит для более толстых пластин и стали, значительно покрытых катящимся паром.
Благодаря быстрой окисляемости образуется тугоплавкая пленка во время появления расплавленного металла. Такая пленка не позволяет получить цельный шов. Предотвратить появление пленки можно путем ограждения сварочной зоны от попадания воздуха. Такая защита стала возможной, когда проводится автоматическая сварка алюминия с использованием среды защитного газа.Алюминий обладает высокой текучестью, поэтому сварка без теплоотводящих подкладок практически невозможна.
Эта газовая смесь обеспечивает небольшой всплеск и хорошее проникновение сварного шва. Подходит для сварки в частых коротких замыканиях, сварке с шариковой передачей и сварке с помощью распыления. Гарантирует максимальную производительность тонких металлических пластин в частом режиме короткого замыкания. Достаточно для нержавеющей стали из нержавеющей стали. Его рабочие характеристики подобны смеси аргона и 1% кислорода. Его более высокое содержание кислорода позволяет повысить скорость сварки.
Кислород стабилизирует вольтовую дугу. Аргон-гелиевые смеси включают: А-75 используется для механизированной сварки толстых алюминиевых пластин. При сварке меди сварной шов уменьшается пористостью. Он обеспечивает хорошую производительность и качество сварных швов деталей из аустенитной нержавеющей стали. Может использоваться для сварки нержавеющей стали с углеродистой сталью.
Возможность появления в сварочном шве некоторых кристаллизационных пор ослабляет алюминий. Регулирует появление пор водород, который растворен в алюминии. Он все время стремится покинуть металл. Появление трещин в основном касается алюминиевых сплавов. Они появляются во время охлаждения металла в связи с большим количеством кремния.
Это хорошо для сварки аустенитной нержавеющей стали. С точки зрения спрей-передачи и сварки с импульсным спреем, он имеет почти те же свойства, что и другие тройные смеси. При сварке нержавеющей стали и углеродистой стали в присутствии азота должна быть гарантирована подходящая микроструктура сварного шва. Азот повышает стабильность дуги и ее проникновение и уменьшает поломку сварной детали.
Сварка является одним из наиболее широко используемых производственных процессов в промышленности для производства монолитных не разрушаемых соединений. Металлические конструкции, части которых свариваются вместе, характеризуются более простой и легкой конструкцией, чем металлические конструкции, части которых соединены другим соединением. Недостатки обычно уменьшаются до наличия остаточных сварочных напряжений, которые вызывают ухудшение механических свойств и повышенную хрупкость металла вокруг мест сварки.
Алюминий обладает большой усадочной способностью, на это влияет линейное расширение, значение которого неимоверно высоко. В результате при отвердении сварочного шва имеют место большие деформации.
Огромная теплопроводность требует использования сварочного тока, который в несколько раз больше тока, предназначенного для стальных деталей, хотя температура расплава стали намного превышает алюминий.
Существует большое количество методов сварки и сортов, которые можно классифицировать по разным признакам. Среди наиболее широко используемых - дуговая сварка в среде защитного газа. Из-за отсутствия технологических и экономических преимуществ использование этого метода сварки постоянно увеличивается. В качестве технологических преимуществ можно упомянуть относительную простоту процесса, а также незначительный объем шлака, что позволяет получить очень качественный сварной шов. Сварка в среде защитного газа считается подходящей для сварки различных сталей, а также цветных металлов.
Дополнительной сложностью сварки алюминия становится и тот факт, что в бытовых условиях приходится варить самые разные сплавы неизвестной марки. Чтобы получить качественные сварочные швы, необходима особая технология сварки.
Вернуться к оглавлению
Сварка инвертором: особенности
На практике для сварки в среде защитного газа используется несколько технологий - сварка неэлектрическим электродом в среде инертного газа, плавление с плавильным электродом в среде инертного газа, плавление с расплавленным электродом в среде активного газа, С плавящимся электродом. Они используются как для механической, так и для автоматической и роботизированной сварки.
Это, в свою очередь, обеспечивает большой прорыв и высокую производительность. Из-за невозможности проведения активных металлургических процессов в зоне сварки используется дополнительный металл с химическим составом, идентичным составу основного металла.
Такая технология сварки специально предназначена под работы с алюминием. Этот материал варится в оболочке защитного газа, чаще всего аргона. Для процесса сварки алюминия применяются вольфрамовые неплавящиеся электроды. Для проведения работ необходимо всегда очищать поверхность такого электрода. Его поверхность накапливает наросты, состоящие из окисей вольфрама. В результате страдает качество шва.
В зависимости от характеристик сварных материалов - типа металла, толщины в качестве защитного газа, соответственно, инертных или активных газов или их смесей. Ввиду стабильности дуги и ее технологических свойств для достижения лучших результатов предпочтительно использовать обратный полярный ток. Ток переменного тока не используется из-за нестабильного дугообразования.
При сварке расплавом сварочный шов образуется за счет плавления основного металла и дополнительного металла, поэтому форма и размер шва вместе со скоростью сварки, пространственным положением электрода и сварным изделием также зависят от способа плавления и переноса дополнительного металла В сварочной ванне. Способ передачи дополнительного металла определяется главным образом материалом электрода, составом защитного газа и рядом других факторов.
Чтобы удалить такие «коронки» при помощи абразивного диска, выполняют заточку электрода. В результате поверхность электродов становится чистой, не возникает образования заусенцев и канавок. Для заточки электрода применяется специальный диск, который не используется для очищения других материалов. Снизить вероятность появления наростов вполне возможно, если электрод подвергнуть сильному охлаждению газом.
При достаточно высокой полярности реверсивного сварочного тока и при сжигании дуги в инертных газах перенос металлического электрода может наблюдаться очень маленькими каплями. Его часто называют струей, так как при рассмотрении невооруженным глазом создается то, что металл течет в сварочной ванне с конца электрода как непрерывный поток.
Изменение способа переноса электродного металла из капли в струе происходит, когда сварочный ток увеличивается до критического уровня для конкретного диаметра электрода. Значение этого тока уменьшается, когда электрод активирован. Изменяется также состав защитного газа. Например, добавление до 5% кислорода к аргону приводит к его уменьшению. При сварке с использованием двуокиси углерода без использования специальных мер невозможно получить струйную передачу материала электрода. Это не происходит даже при использовании полярности тока.
Вернуться к оглавлению
Аргонодуговая сварка: нюансы
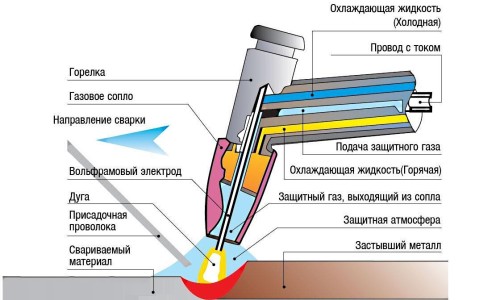
Электрическая дуга при этом сварочном процессе образуется между электродом и поверхностью детали. Горелка держит электрод, одновременно происходит подача защитного газа. При этом присадочная проволока становится расходным материалом. Ее подача может осуществляться двумя способами:
При переходе к переносу струи поток газа и металла из электрода в сварочный резервуар резко возрастает. В результате слой жидкого металла уменьшается под дугой, в сварочной ванне появляется местная вмятина. Теплопередача на основной металл увеличивается, и шов приобретает определенную форму с большей глубиной проникновения вдоль своей оси. При переносе струи дуга очень стабильна, сварочный ток и колебания напряжения не наблюдаются. Сварка возможна во всех пространственных положениях.
Сварка в газовых смесях Для обеспечения наилучшей защиты реакционного пространства сварочной дуги от наружного воздуха одним из лучших газов для этой цели является аргон. Это газ с плотностью, превышающей плотность воздуха и с низким потенциалом ионизации. Он не химически взаимодействует с другими элементами и находится в большом количестве в свободной форме, что позволяет легко получать его с воздуха. Использование аргона позволяет увеличить температуру сварочной дуги, что улучшает проникновение сварочного шва и увеличивает производительность сварки в целом.
- вручную;
- автоматически.
Сварка алюминия аргоном требует наличия специальной присадочной проволоки. Тип присадки находится в прямой зависимости от химических элементов, входящих в сплав, который будет свариваться. Чтобы происходила автоматическая сварка, применяются следующие виды проволоки:
При сварке в защитной среде аргона сжигание активных легирующих элементов, что позволяет использовать относительно дешевую сварочную проволоку, сводится к минимуму. В настоящее время аргон широко используется в качестве защитного газа для легирования сплавов и высоколегированных сталей.
Использование углекислого газа также имеет свои преимущества. Они в основном связаны с химико-металлургическими процессами, которые происходят во время сварки. Углекислый газ имеет высокую плотность и сам способен обеспечить высокий уровень защиты реакционного пространства. Его потенциал ионизации позволяет использовать эффект диссоциации углерода угарного газа и свободного кислорода при сварке.
Размер такой проволоки не превышает 5 мм. Когда приходится варить другие сплавы, в состав которых входит магний, используются аналогичные виды проволоки. Чтобы компенсировать угар во время сварки алюминия, присадочная проволока делается с большим количеством магния.
Сварка алюминия производится несколькими способами:
TIG-сварка обладает низкой скоростью. В несколько раз больше скорость сварочного процесса MIG-сварки. Однако более красивым получается шов, сделанный TIG-сваркой.
В качестве защитной газовой смеси для сварки расплавом диоксид углерода в чистом виде практически не используется. Он был заменен газовыми смесями, использование которых привело к значительному повышению производительности процесса, качеству полученного сварного шва, свойствам металла в сварном соединении и т.д. газовые смеси обычно включают различные комбинации гелия, аргона, Кислород, углерод в другом проценте. Соответственно, различные смеси также подразумевают использование другого режима сварки с учетом особенностей химико-металлургических процессов, происходящих в сварочной ванне, в которой участвуют компоненты газовых смесей.
Вернуться к оглавлению
Точечный метод: подготовительные работы
Технология сварки точечного вида требует перед началом работ провести подготовку. Сначала подготавливается поверхность алюминия. На этом этапе требуется полностью очистить поверхность от окисной пленки. Чтобы получить качественную сварку, используя точечный способ, будет вполне достаточно освободить полосу от пленки шириной 50 мм. Сварка алюминия согласно точечной технологии может происходить двумя путями:
Сварка ВИГТехнологические свойства сварки нетоксичным электродом в защитной среде инертного газа определяются тем, как дуга под напряжением находится между электродом и изделием. Подача дуги может быть прямой или обратной полярностью или переменным током. Поскольку для этой дуговой сварки требуется, чтобы дуга расплавляла исходный металл, она предпочтительнее для сварки в основном из элементов малой толщины. Процесс сварки может выполняться во всех пространственных положениях, а качество шва зависит в значительной степени от надежности защиты.
- механическим;
- химическим.
Самой эффективной, дающей отличные результаты, стала механическая очистка с применением специальных приспособлений. Однако очистку можно проводить также вручную. В большинстве случаев применяются металлические щетки, вращающиеся с большой скоростью.
Использование постоянного тока и прямой полярности рекомендуется для сварки всех металлов и сплавов, за исключением алюминия, магния и сплавов. Радуга характеризуется стабильным сгоранием, а концентрация тепла в сварном соединении больше. Типичным для сварочной ванны является то, что она более узкая и глубже с возможностью увеличения скорости сварки. Сварка постоянным током постоянного тока позволяет максимально проникать в сварной металл. Обычно используется источник с устойчивой понижающей вольтовой характеристикой.
Часто, чтобы улучшить процесс формирования дуги в середине защитных газов, для ее первоначального образования используются специальные устройства. Это связано с тем, что защитный газ попадает в зону сжигания дуги и охлаждается, поэтому радуга слаба. При использовании тока обратной полярности происходит ухудшение сопротивления дуги и увеличение ее напряжения. Кроме того, нагрев электрода больше. В этом случае, однако, происходит очищающее действие дуги. По этой причине этот режим питания считается очень подходящим для сварки алюминия и магния.
Когда поверхность очищается руками, пользуются наждачной бумагой.
Безусловно, самой лучшей очисткой считается химическая. Она дает самый большой эффект. Алюминий можно травить различными химическими веществами:
- каустической содой;
- ортофосфорной кислотой.
Прежде чем начать обработку, заготовки обезжиривают. Алюминий после травления можно 3 дня хранить в складском помещении, если будет проводиться сварка с технологией переменной энергии. Одни сутки даются на хранение при использовании сварочного процесса с использованием аккумулированной энергии.
Вернуться к оглавлению
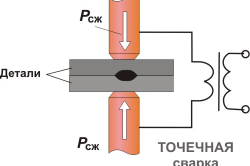
Технология точечной сварки
Такая сварка алюминия доступна при толщине заготовок не более 6 мм. В основном технологический процесс аналогичен сварке самых разных металлов. Однако существует несколько отличий. Точечным способом можно варить заготовки:
- плоские;
- профильные;
- круглые.
Когда проходит точечная сварка, детали, чтобы уменьшить зазор, сдавливаются между собой с некоторым усилием. Если зазор менее 0,2 мм, участок сварки нагревается минимально. Для сварочного процесса используется большой ток, его значение равно 1 кА/мм². Так образуется сварочная точка, которая соединяет заготовки. Автоматическая сварка допустима, только когда используются жесткие режимы. Сварочное время регулируется в зависимости от свариваемой толщины металла. Чтобы не происходил перегрев алюминия, сварка делается короткими сильными импульсами.
Вернуться к оглавлению
Точечная сварка и электроды
За счет того, что сплавы алюминия обладают повышенной теплопроводностью, они требуют применения только конкретных видов электродов. Обычно они отличаются несколькими характерными свойствами:
- электропроводимостью;
- твердостью;
- жаропрочностью.
Такими свойствами обладает медь, поэтому электроды специально для работы точечной сварки изготавливают из этого цветного металла. Состав может меняться, все зависит от вида сплава, который нужно сварить. Поверхность электрода может иметь сферическую форму.
Вернуться к оглавлению
Технологические нюансы сварочного процесса
Проводимость чистого алюминия намного выше стали. Сварка алюминия имеет свои характерные отличия. Обладая высокой теплопроводностью, алюминий не дает проводить качественную сварку, невозможно идеально проплавить металл.
Сварочная зона мгновенно кристаллизуется. Для избежания этого явления требуется увеличить сварочный ток. Заготовку нужно предварительно подогреть. Защитным газом выступает аргон.
Иногда непрочный шов появляется в самом начале сварочного процесса. Причиной является недостаточный провар, так как деталь была плохо прогрета. Эту проблему помогает решить четырехтактный режим. Им оснащаются сварочные агрегаты «Merkle». На начальном этапе имеется возможность создать ток намного больше основного, в результате прогрев детали будет происходить быстрее.
Разнообразие алюминиевых сплавов огромно. К алюминиевой проволоке предъявляется одно основное требование: она должна быть использована в надлежащее время. Когда упаковка вскрыта, ее можно хранить очень ограниченное время. За счет быстрого окисления ухудшатся свойства проволоки. Больше всего влияет на качество проволоки повышенная влажность.
Перед сваркой для лучшего сгорания электрода и получения качественного шва свариваемые детали очищаются от всяческих загрязнений. Очистка делается прямо перед началом сварочного процесса. Это связано со свойством алюминия очень быстро покрываться окисной пленкой.
Как уже было сказано выше, автоматическая сварка обычного алюминия происходит в зоне защитного газа. Чаще всего используется аргон. Наиболее предпочтительной считается смесь газов. Обычно в этой роли выступает аргон совместно с гелием. Благодаря гелию, обладающему высокой теплопроводностью, особо высокую температуру приобретает сварочная ванна. Это позволяет , имеющий большую толщину. Смешение газов способствует лучшему газовыделению, оно защищает шов от появления пор.
Классическими сварочными устройствами «MIG» можно варить алюминий, но это достаточно условно. Наилучшие результаты показывают синергетические импульсные устройства, имеющие специальную программу. С ее помощью проводится автоматическая сварка самого алюминия, многочисленных цветных металлов. Чтобы варить алюминий, листы которого имеют толщину равную 6 мм, требуется сварочное оборудование, имеющее возможность регулировать подачу сварочного тока, достигающего 300 А.
В мировой и отечественной практике, существуют два наиболее популярных способа соединения алюминиевых деталей — TIG и MIG. Первая аббревиатура обозначает ручной способ сварки неплавящимся электродом, вторая полуавтоматическую. Речь в данной статье пойдет о первом методе, т.к. понятие аргоннодуговая сварка алюминия и других металлов подразумевает именно его.
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой (баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной (головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.

Этим способом также пользуются при сварке соединений под
Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением. Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным «врагом» при сварке. Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой.
Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла. - Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия. В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
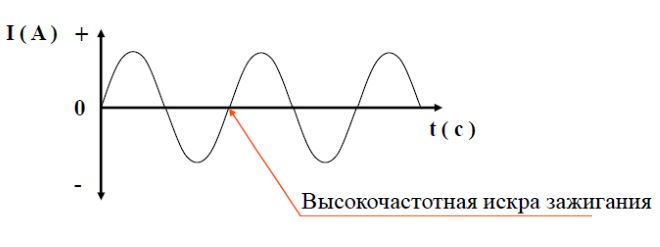
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении 0 отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его.Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки:
- регулировка частоты
- изменение баланс переменного тока
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG. Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации. Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать , которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов элект родов, которые необходимы для сварки алюминия:
родов, которые необходимы для сварки алюминия:
- WC 20 (серый);
- WT 20 (красный);
- WL 15 (желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Технология сварки алюминия аргоном — пошаговая инструкция
Настройка аппарата для сварки
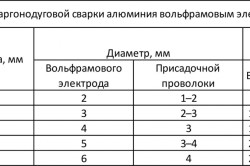
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу. Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить. Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо — залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак, мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется » капля за каплей». Сварщик должен непрерывно следить за процессом,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва «тяжелые «шлаки не оседали в металле «легкого» алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.
Рекомендуем к просмотру:
Недостатки TIG сварки
- сниженная производительность с сравнении с MIG / MAG;
- детали горелки и сама присадочная проволока чувствительны к загрязнению;
- для получения качественного шва требуется высокая квалификация сварщика;
- разное положение деталей требует регулировки потока газа;
- компоненты газовой горелки требуется подбирать в зависимости от свариваемых материалов;
- присадочный материал подается вручную
Сварка алюминия аргоном для начинающих может показаться довольно сложной и невыполнимой задачей. Ответственное отношение к делу и следование нашим рекомендациям обязательно приведут к намеченным целям и вы в совершенстве овладеете этим методом.
Золотарник – лечебные свойства и противопоказания Золотарник обыкновенный - противопоказания
Правильная посадка и уход за горизонтальным кизильником Кизильник описание
Бирючина обыкновенная – идеальный вечнозеленый кустарник для создания ландшафтных композиций Обрезка бирючины осенью и летом
Векторизация и оцифровка чертежей и проектов Сколько стоит векторизация чертежей
Согласующие устройства КВ антенн (тюнеры)