Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Сварочный процесс инвертором тонких металлических листов
Нержавеющая сталь намного более изощренна в том, как она касается тепла. Вы также можете найти электроды из нержавеющей стали. Это позволяет использовать сварочный аппарат для пайки, чтобы выполнить работу. Конечно, основной металл должен быть достаточно толстым, чтобы выдерживать тепло.
Алюминий находится на другой планете целиком. В качестве цветного металла алюминий так хорошо нагревается, что вам постоянно нужно больше, чтобы вы не расплавили лужу. В то же время рабочая деталь легко искажается, если она становится слишком горячей. Следовательно, алюминий часто требует более сложного оборудования для выполнения работы. Инвертор, прямоугольная волна, управление балансом и функция импульсов также полезны для сварки алюминия. Естественно, эти функции добавляют к стоимости продукта.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Хотя это не самый предпочтительный вариант, сварочный аппарат для палочки может также сваривать алюминий. Как и нержавеющая сталь, основной металл должен быть достаточно толстым, чтобы выдерживать тепло. Поскольку эти металлы настолько дороги, вы не хотите ошибаться при сварке на них.
Шаг 2: Установите диапазон тока, который охватывает все возможные толщины металла
Чем толще металл, тем больше тока требуется для сварки соединения с хорошим проникновением. Поскольку стоимость сварочного аппарата частично зависит от количества сока, которое он генерирует, вам придется заранее определить максимальную толщину базовых металлов и светильников, которые вы собираетесь работать в своем магазине.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Прямая и обратная полярность при сварке инвертором
Нержавеющая сталь нуждается примерно на 10% меньше, чем углеродистая сталь, а алюминий - на 25% больше. И наоборот, работа с очень тонким металлом требует различных настроек на более чувствительной сварочной машине. Теперь цель состоит в том, чтобы обеспечить достаточно тепла, чтобы выполнить работу. Иногда низкий ток вызывает нестабильную дугу, и это кошмар сварщика. Кроме того, если слишком много тепла поступает в основной металл, площадь, окружающая сварной шов, ослабляется или плавится. Таким образом, многие функции, описанные выше в параграфе об алюминии, также применяются при сварке на чрезвычайно тонком материале для любого металлического типа.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Если вы будете осторожны, вы можете использовать комплект оксиацетилена для сварки тонкого железосодержащего материала, но убедитесь, что на факеле может разместиться крошечное сварочное сопло диаметром в три опора. Эта форма сварки обсуждается далее в разделе «Резка и шлифование».
Шаг 3: Решите, будет ли ваша сварка проходить в домашнем магазине, на складе или в поле
Как упоминалось ранее, зная, где вы будете сваривать большую часть времени, в какое оборудование вы должны купить. Есть несколько вещей, о которых нужно подумать. Питание: Если вы подключите машину к стене, вы можете выбрать следующие варианты. Поскольку для большинства сварочных аппаратов требуется контур 30 ампер, вам может потребоваться нанять лицензированного электрика для подключения схемы от панели управления. Однако на многих складах и в других промышленных точках имеется опция «трех фаз». В этом случае третий контур горячего соединения соединяет цепь, делая больше силы тока для питания больших двигателей. Этот вариант также дает вам лучшую эффективность использования энергии, поэтому компании готовы инвестировать в трехфазные машины, чтобы сэкономить пакет на счете за электроэнергию. Однако вы не можете использовать трехфазную машину дома.
- В любом промышленном месте это будет доступно.
- Жилая проводка - другое дело.
- Однофазные против.
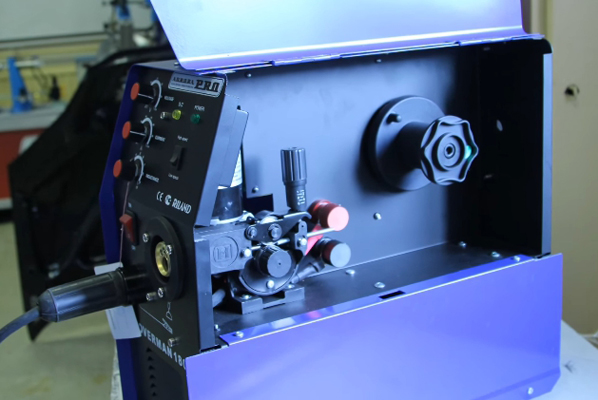
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
Вы также должны будете знать свои требования к мощности, чтобы выбрать генератор нужного размера. Ветряные условия: если вы ожидаете сварки в незащищенных местах, где возможен легкий ветерок, это может негативно повлиять на ваши сварные швы. В качестве альтернативы, сварочный аппарат будет работать в свежей среде. Оба этих процесса сварки содержат твердые раскислители в проволоке или стержне. Они испаряются непосредственно над лужей во время сварки, оставляя защитный слой шлака позади.
Шаг 4: Прочтите спецификации продукта, чтобы сравнить аналогичные машины и выбрать один с мощностью и функциями, которые вам нужны. Вот несколько ключевых моментов, на которые нужно обратить внимание. Традиционно рабочий цикл определяется как количество минут из 10-минутного периода, когда сварщик может сваривать при максимальном токе, который предлагает машина.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Достигнув предела, машина должна быть остыла. Рабочий цикл задается в процентах. Таким образом, вы должны сделать математику в своей голове, умножая каждый процентный пункт на десять, чтобы получить количество минут, которые вы можете ожидать сварить в течение десяти минут. Если вы превысите рабочий цикл, машина нагревается, а цепи внутри могут поджариться.
Например, очень недорогая машина с максимальным током 70 А может иметь 10-процентный рабочий цикл. Это означает, что вы можете сваривать 1 минуту из каждых 10 без перегрева или выгорания оборудования. Но сейчас производители играют по формуле. Для того, чтобы похвастаться более высоким рабочим циклом, они основывают процент на более низкой настройке силы тока. Таким образом, с машиной, которая обеспечивает максимальный 140 ампер с 10% -ным рабочим циклом, вы можете увидеть рейтинг 30% при 115 А вместо этого.
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
С другой стороны, вы можете использовать ту же тактику, чтобы обойти низкий рабочий цикл для машины, которая в любом случае соответствует всем вашим потребностям. Просто купите модель с более высоким максимумом тока, чем вы ожидаете использовать. Таким образом, вы эффективно увеличиваете свой рабочий цикл.
Напряжение разомкнутого контура: это напряжение, исходящее от дуговой сварочной горелки или пистолета, когда ток не течет. Это позволяет начинать резкую дугу, поскольку сварщик царапает стержень против металла, чтобы начать сварку. Поэтому вы должны обратить внимание на эту цифру в спецификациях.
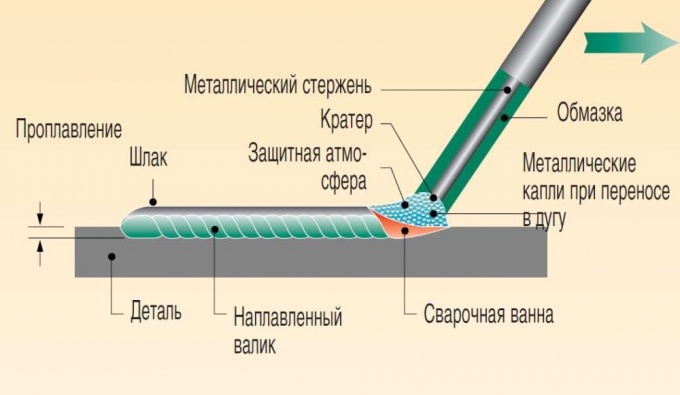
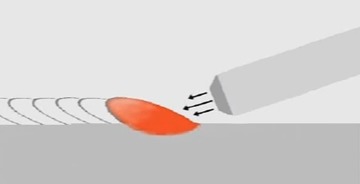
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Очень подробный урок про ручную дуговую сварку
Термическая защита от перегрузки: либо у машины есть, либо нет. И вы должны покупать только машину, которая имеет ее. Эта функция автоматически отключает выходную мощность на вашем факеле или пистолете, если внутри цепи начинает перегреваться. Вентилятор или другой механизм охлаждения продолжайте работать, чтобы помочь разогнать тепло. В некоторых спецификациях эта функция четко указана. Но с другими продуктами вам нужно проверить руководство по оборудованию или спросить продавца.
Шаг 5: Определите, нужно ли использовать сжатые газы и как вы будете покупать, транспортировать и хранить их. Для различных сварочных процессов используются различные газы. При кислородно-топливной сварке вам просто нужен кислород и топливный газ. Кроме того, внимательно прочитав литературу об оборудовании, вы захотите рассмотреть несколько других вещей.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Готовы играть? Цена правильная?
Если вы покупаете сварочный аппарат, для которого требуется сжатый газ, вам иногда нужно будет транспортировать резервуар поставщику для пополнения. Цилиндры бывают разных размеров, поэтому вам придется исследовать, насколько большой танк вам нужен, основываясь на том, как часто вы будете его использовать. Как правило, это не слишком дорого для заполнения большого резервуара, чем для заполнения маленького. Существует множество проблем безопасности и требований к хранению, связанных с газом, поэтому убедитесь, что вы понимаете, что было раньше покупая сварочное оборудование, которое его использует. Если вы подумываете о покупке использованного цистерны, убедитесь, что ваш поставщик газа согласится заполнить его перед покупкой. Всегда держите свою квитанцию о продаже и другую документацию удобной. Не беспокойтесь, вы не должны сами смешивать газы. Вы просто покупаете смесь, в которой вы нуждаетесь. При использовании сжатых газов с помощью сварочной машины для дуговой сварки вы увеличиваете свои затраты, вы экономите деньги на наполнителе. Именно поэтому процесс оксиацетилена обычно используется для резки факела, а не для сварки. Используя вышеприведенные критерии, определите, может ли любой из двух нижеперечисленных продуктов противостоять вашему анализу. Оба они рекламируются онлайн, с описаниями продуктов и спецификациями. Пока все это выглядит неплохо.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
Теперь копайте немного глубже, и вы обнаружите неприятный недостаток. Однако график рабочего цикла показывает, что если вы опуститесь до 100 ампер, эта цифра скачет до 100%. Наш резидент «Механик Буша» предоставляет подробное руководство по покупке сварщика для вашей сельскохозяйственной мастерской.
Нет единой машины, которая удовлетворяет всем требованиям сварки на ферме. Вот некоторые соображения для выбора одного процесса сварки над другим. Первые три кандидата здесь - сварщики дуги, которые соединяют два металла, создавая электрическую дугу между покрытым металлическим электродом и основными металлами.
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.
Тепло, выделяемое дугой, плавит металл, который смешивается с расплавленными отложениями покрытого электрода или проволочного и газового экрана. Прежде всего, сварочный аппарат, старая резервная система, как правило, самый дешевый сварочный аппарат и сварочный аппарат.
Технически называемая экранированная дуговая сварка металлов, сварочная сварка работает лучше, чем другие процессы на грязных или ржавых материалах и в ветреных условиях. Время сварки швов сравнительно медленнее, так как расходуемые электроды необходимо часто заменять, а потому, что шлак, остаток от флюса, должен быть удален после сварки.
![]()
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Моллюски могут сделать вас лучшим сварщиком! Что касается техники, если вы просто изучаете процесс палки, помните, что эти пять баллов улучшат вашу технику сварки. Машина от 225 до 300 ампер обрабатывает все, что угодно для среднего механика. Фактически, большинство процедур сварки палочек требуют менее 200 ампер.
«Рабочий цикл сварщика» имеет значение. Рабочий цикл относится к количеству минут из 10-минутного цикла, который может работать сварщик. Он может непрерывно сваривать при 200 А в течение двух минут, а затем должен остывать в течение восьми минут, чтобы предотвратить перегрев.
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Ручная сварка для начинающих:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
![]()
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
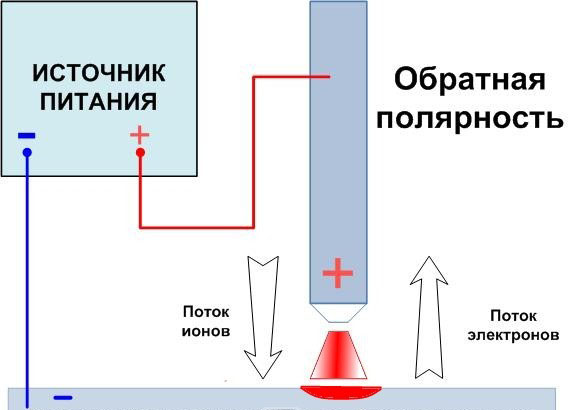
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Инвертор не зря признан одним из лучших аппаратов для сварки, которые выпускают в наше время. Несмотря на более высокую стоимость, чем у трансформатора, его цена по-прежнему является доступной как для крупных компаний, так и для частных лиц. Главной особенностью данной техники является наличие электронной составляющей. Она обеспечивает автоматическое управление параметрами тока, если напряжение в сети начнет отклоняться. Таким образом, скачки параметров сети почти не влияют на сварку.
Ежегодно выпускается множество новых моделей как общего назначения, так узкоспециализированных. Некоторые из них обретают популярность и не только занимают места в рейтингах, но и остаются надолго лидерами в своей нише. Техника постоянно развивается и требуется знать, по рейтингу надежности, функциональности, качеству работы и прочим параметрам.

Для длительных работ надежность является главным фактором, который нужно учитывать, чтобы техника не подводила в самые ответственные моменты. Ведь несмотря на все преимущества перед сварочными трансформаторами, инверторы оказываются сильно подвержены поломкам от встрясок, вибраций и ударов. Второй опасностью является перегрев. Во время работы инвертор нагревается и из-за этого может выйти из строя, особенно, если у него нет хорошей защиты. Чтобы избежать такой ситуации, следует знать, какой выбрать сварочный аппарат инвертор.
Технические и технологические преимущества сварочных инверторов
Рейтинг инверторный сварочных аппаратов 2016 включает в себя наиболее совершенные технические средства. Технологическое преимущество инверторов заключается в наличии схем, отвечающих за преобразование подаваемого электрического тока. Они повышают его частоту, а также обеспечивают легкое переключение из режима , в на режим в переменном. Стоит отметить наличие стабилизатора, который старается поддерживать напряжение на одном уровне, вне зависимости от того, какое идет с сети. У каждой модели имеются свои пределы работы стабилизатора, защищающие от скачков, что и определяет качество и надежность использования.
Инверторная система позволяет достичь преимущество в габаритах. Сам трансформатор на аппарате, в среднем, занимает размеры сигаретной пачки, что в несколько раз меньше обыкновенного трансформатора. Рабочие характеристики при этом у них сохраняются, поэтому, недостатков в такой особенности нет. Технологическое совершенство подтверждается точностью регулировки параметров, так как выходные данные полностью соответствуют тем, что на датчиках, что упрощает подбор нужных параметров. Также не стоит забывать о наличии большого количества регулировок и наличии дополнительных режимов.
Рейтинг сварочных аппаратов инверторного типа

Данный аппарат получил наиболее высокий запас по току в 220А. При этом ПВ на максимальных режимах составляет 70%. Здесь отсутствует форсаж дуги, но есть антизалипание и горячий старт. Аппарат подходит для масштабных работ, но не совсем годится для новичков. Стоимость инвертора составляет около 8,2 тысяч рублей.

Рейтинг инверторных сварочных аппаратов полуавтоматов
Это надежный сварочный инвертор полуавтомат, рассчитанный на работу обыкновенной и флюсованной проволокой. При максимальном токе в 150 А, что является не слишком большим для аппаратов данного типа, ПВ достигает уже 80%, что очень практично. Чаще всего они применяются для , а также для наплавки. Инвертор имеет низкую мощность потребления в 4,2 кВт, а также минимальное рабочее напряжение в 160 В. Благодаря низкой мощности, здесь редко возникает вероятность перегрева. Рукоятки управления находятся на верхней части корпуса. Стоимость составляет 20-21 тысячу рублей.

Лучшие инверторные сварочные аппараты универсального типа

Рассматривая еще какие сварочные аппараты самые надежные, стоит отметить универсальную модель Кедра. В данной технике задействовано микропроцессорное синергетическое управление. Регулятор здесь универсальный и меняет тот параметр, который выбран на данный момент с сенсорной кнопкой. Здесь присутствуют такие режимы сваривания как: сварка короткими участками, в среде аргона, полуавтоматическая в среде углекислого газа, в среде смешанных газов. Такая модель больше подходит для начинающих сварщиков. Беспрерывно можно варить электродами до 3 мм. Стоимость такой модели составляет 36 тысяч рублей.

Критерии выбора
Выбор инверторного сварочного аппарата по рейтингу 2016 основан на тех же критериях, что и стандартный, для более старых моделей. В первую очередь нужно определиться с тем, какой тип нужен для использования. Стандартные инверторные аппараты имеют ограниченный диапазон работы, но отличаются доступной стоимостью. Те варианты, которые относятся к полуавтоматам подходят больше для профессионального использования, но самые простые сварочные операции с ними делать не всегда выгодно. Универсальные варианты могут стать лучшим выбором, но они обладают высокой стоимостью.
Нужно обращать на максимальный ток и его отношение к ПВ. Зачастую эти параметры взаимосвязаны, но на качественных моделях даже при высоком токе можно достичь ПВ в 80-100%. Не стоит обращать внимание на те модели, где этот показатель ниже 50%. Средняя величина тока для большинства работ составляет 200 А. Также нужно обратить внимание на дополнительные функции, влияющие на качество соединения.
Золотарник – лечебные свойства и противопоказания Золотарник обыкновенный - противопоказания
Правильная посадка и уход за горизонтальным кизильником Кизильник описание
Бирючина обыкновенная – идеальный вечнозеленый кустарник для создания ландшафтных композиций Обрезка бирючины осенью и летом
Векторизация и оцифровка чертежей и проектов Сколько стоит векторизация чертежей
Согласующие устройства КВ антенн (тюнеры)